技术信息
|
||
|
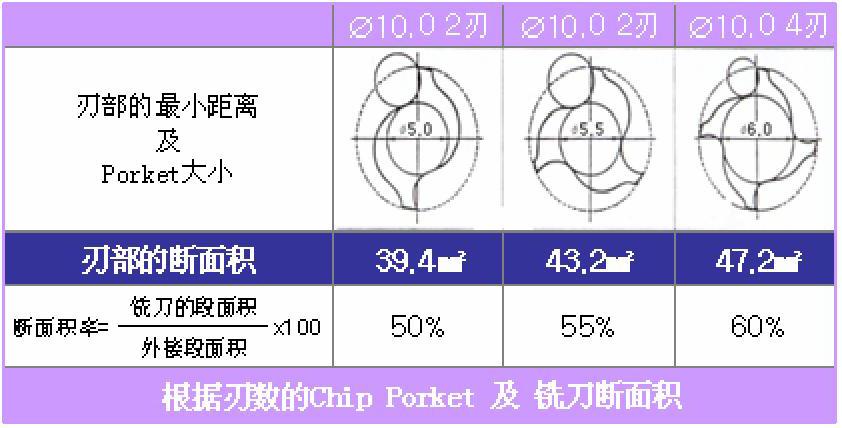
●刃数 : 影响铣刀性能的重要因素。 2刃 - 容削槽大因而铁削排出良好,但工具接触面积狭窄,因此强性减小,多用于槽切削。 4刃 - 容削槽小因而铁削排出能力低,但工具接触面积大,因此强性增加,多用于侧面切削。
3) 刃长
◇ 铣刀刃数的选择条件
|