铣刀的切削条件
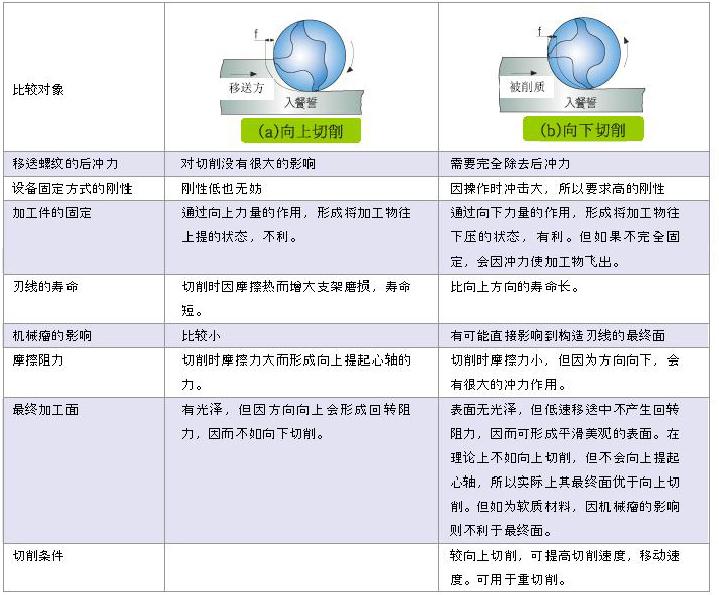
向上切削及向下切削
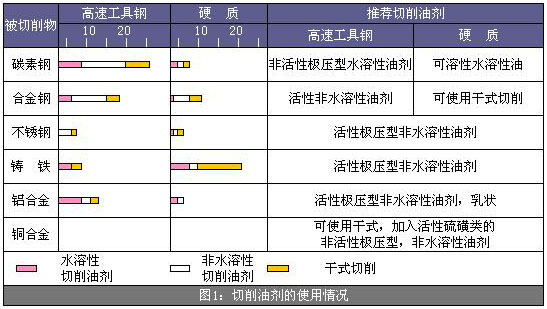
◆ 切削油 切削油迹可提高润滑性,冷却性,不溶性因此可以延长工具的寿命加工面向上,除去切削高温,减少需要的动力, 铣微小屑等从而补给生产性向上。切削油迹的选择基准是根据加工方法及加工物的材质参照下面的表正确的选定。 如图2与3所示切削碳素钢时主要使用高速钢从而延长工具寿命并提高面照度为目的,应使用非水溶性油迹,工具寿 命达干式切削的3-4倍,面照度(Rmax)整体性的提高1∼4㎛ 精度。