|
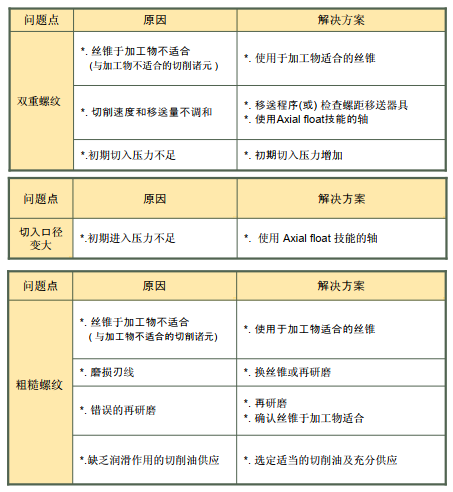
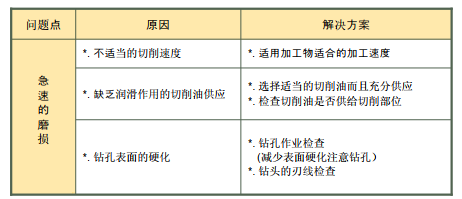
丝锥加工时问题点及解决方案

再研磨
— 适时正确的再研磨增加寿命少费用的效果。
— 严格的适用公差及研磨小 尺寸丝锥时再研磨后需要确认诸元有无变更。
— 再研磨硬质合金的丝锥时需要经济型检讨。
<需要再研磨时>
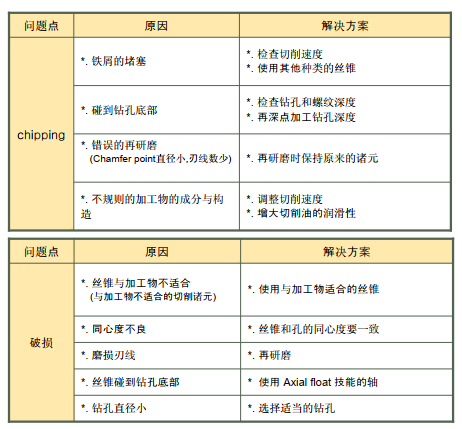
*. 丝锥破损或发生Chipping。
*. 形成粗糙非正常的螺丝或发生oversize。
*. 增加Tapping torque。
*. Tapping中发生非正常的声音。
*. 改变铁屑的模样。
* 再加工倒角和傾斜面, 无论什么情况下再加工量必须最少
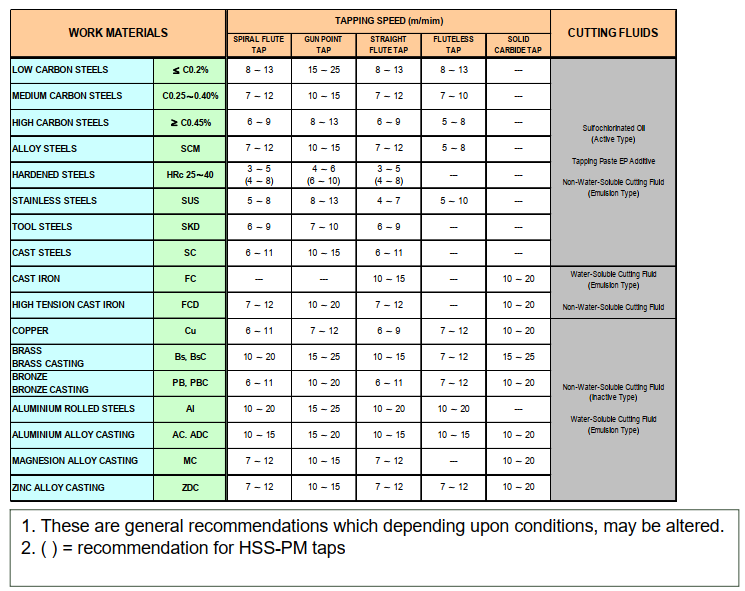
● Tapping 速度条件条
|


