|
◈ WEB THINNINGWEB THINNING的种类及特性
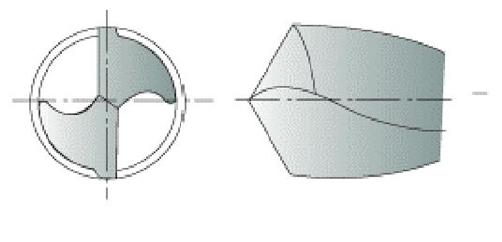
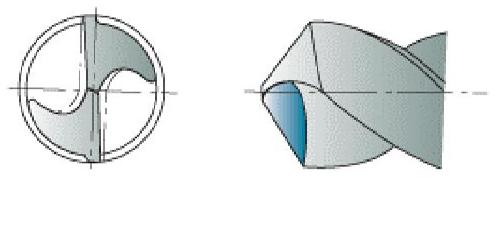
⊙ 没有THINNING的情况
适用于一般用途的钻头,小面积的钻腹设计,无需修饰WEB THINNING
即可使用.
适用于软钢,合金钢,铸铁,不锈钢,钛及Inconel等多种被削材料
一般作业条件下的钻头.
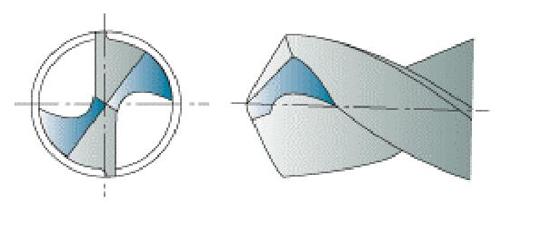
⊙ C型THINNING(DIN1412FORM C, SPLIT POINT)
切入加工物时准备设定CENTERING并切断产生的铁屑
使铁屑排出通畅.
适用于热处理钢,钛合金, 不锈钢, 耐热乃腐蚀合金等难削材料的钻头
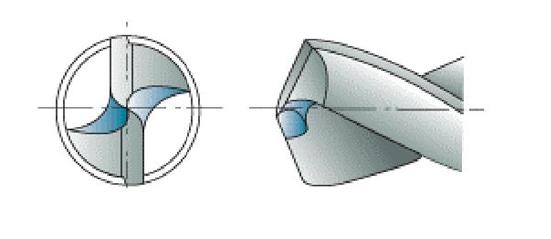
⊙ R型 THINNING(HELICAL THINNING)
切入加工物时准确设定CENTERING并使切断产生的铁屑
排出通畅.
适用于热处理钢,钛合金,不锈钢,耐热耐腐蚀合金等难削材料的钻头.
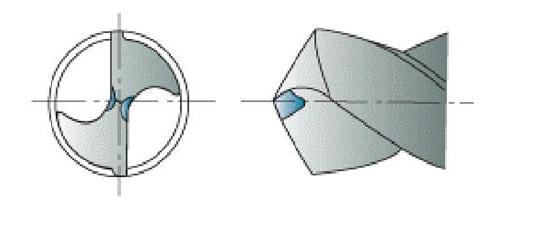
⊙ A型 THINNING(DIN1412 FORM A)
使CHISEL厚度变薄,准确设定CENTERING是加工最简单的
THINNING类型.
薄的WEB及宽槽的钻头的构造里保留强性并能使CHISEL部位铁屑排除通畅的
THINNING类型.
⊙ B型 THINNING(DIN1412 FORM B)
适用与铸铁,铝,塑料等切削阻力小并铁屑以薄的形态排出没有问题的情况下使用.
此外高硬度钢用钻头的情况下减小切削刃的倾斜角防止切削刃的CHIPPING.
[没有THINNING的情况]
[C型THINNING(DIN1412FORM C, SPLIT POINT)]
[R型 THINNING(HELICAL THINNING)]
[A型 THINNING(DIN1412 FORM A)]
[B型 THINNING(DIN1412 FORM B)]
|


