首页
关于我们
YG社训
经营目标
公司简介
企业文化
企业资质
组织机构
营销网络
新闻中心
公司新闻
行业新闻
公司报社
产品体系
YG-1
NEW CENTURY
服务中心
会员中心
用户信息反馈
产品认证
品质管理
服务热线
人力资源
人才理念
招聘信息
技术信息
联系我们
铣刀
•
铣刀概况
•
铣刀的切削条件
•
铣刀的使用问题点及对策
•
涂层的种类及特性
•
铣刀的选择及要点
丝锥
•
丝锥的概要及特性
•
形状的分类
•
丝锥各部位名称、技能及形态说明
•
切削过程及尺寸
•
公差图示说明
•
表面处理及切削油
•
NUMBERING SYSTEM
•
Special Tap EDP No.
•
丝锥加工时问题点及解决方案
钻头
•
钻头的概要及特性
•
钻头再研磨
•
WEB THINNING
•
钻头加工的问题点及对策
•
表面处理
•
DRILL 相关规格
•
DRILL EDP NO组织
铲钻
•
各部位名称及功能
•
产品的构成及分类
•
产品构成、分类及原材料
•
Dream Drill的概要及特性
•
Spade Drill Holder
i-Dream Drill
•
i–Dream Drill 的特性
•
i-Dream Drill产品构成
•
i-Dream Drill Insert .EDP No.
•
i-Dream Drill Holder技术信息EDP No.
•
i-Dream Drill Size Range
•
YG-1 i-Dream Drill Size
非标砂轮
•
磨削砂轮的基本
•
砂轮产品介绍
技术信息
当前位置:
首页
>
技术信息
> 技术信息 > 钻头加工的问题点及对策
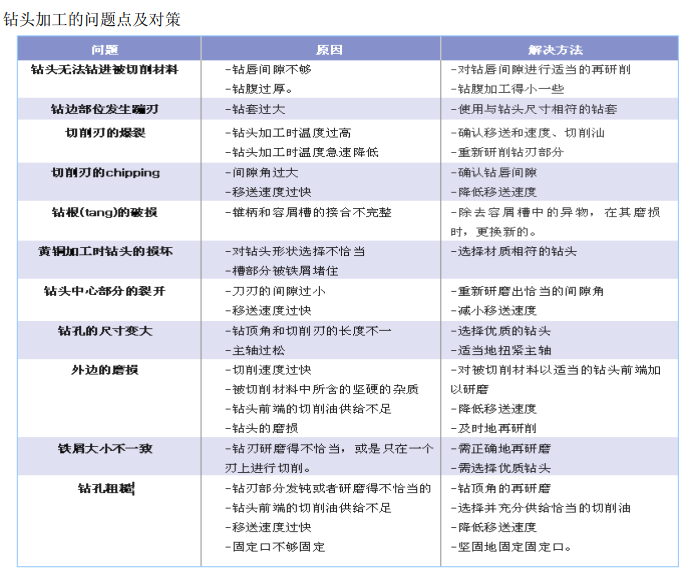
钻头加工的问题点及对策