|
||
|
铣刀的概要及特性 铣刀的概念
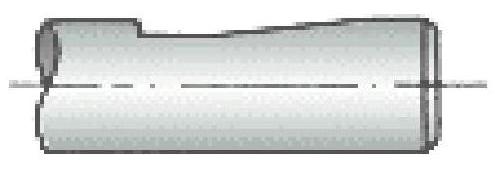
精密加工模型,工作机械部品,各种电子仪器部品等的消耗性切削工具。 需要少量多品种及技术专业化的产品。 拥有随着价格的高贵使用一次后就得废弃特性的产品。 铣刀各部位名称 铣刀的形状基本性的由刃部,固定在Milling设备上的柄部,还有连接刃部和柄部的颈部等三大部分构成。 基本名称
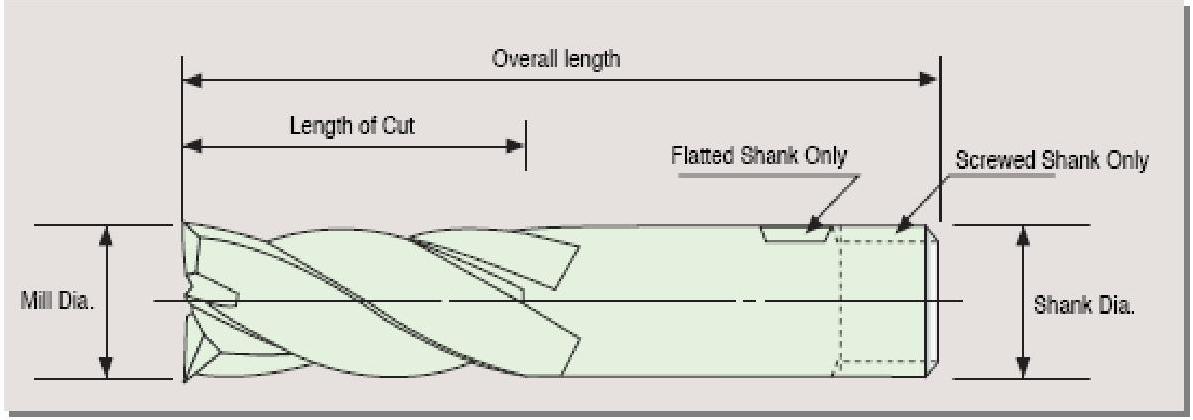
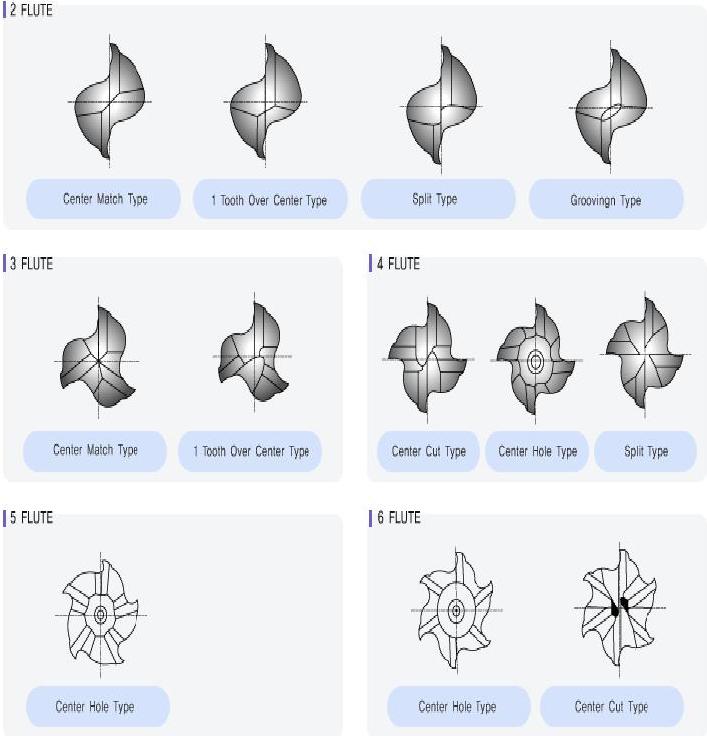
● 刃 径(OUTSIDE DIA) : 铣刀刃部的最大外径。 ●柄 径(SHANK DIA) : 铣刀柄部的最大外径。 ● 柄 长(SHANK LENGTH) : 固定在Milling设备上的长度。 ● 刃 长(LENGTH OF CUT) : 铣刀刃部的长度。 ● 全 长(OVERALL LENGTH) : 以铣刀中心线方向测量的刃长,柄长。 ● 刃 数 : 指切削刀刃的数量,有1,2,3,4刃等多种类,一般性的使用2,3,4,5,6刃。 ⊙ 侧刃相关名称
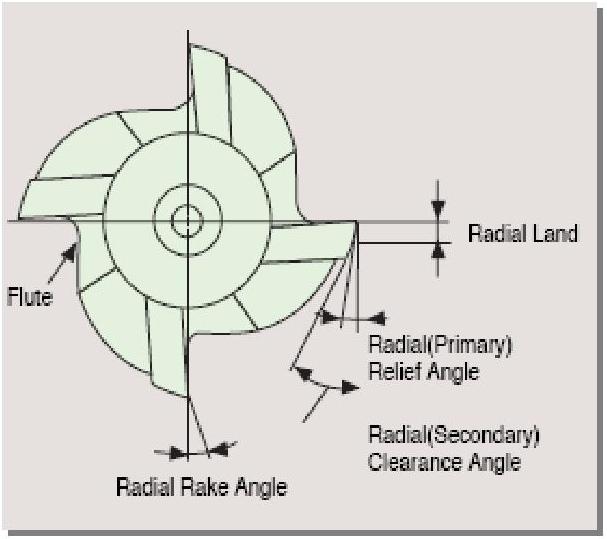
● 侧刃倾斜角(RAKE ANGLE)-指从正面看铣刀的底刃时侧刃凹凸端面与设想的中心线之间的角度,是铣刀切 削性能的重要要素。 ● 侧刃一次间隙角(RADIAL PRIMARY RELIEF)-指铣刀侧刃部位第一个角度,与侧刃倾斜角一样,是铣刀切 削性能的重要要素。 ● 侧刃二次间隙角(RADIAL SECONDARY RELIEF)指侧刃一次间隙角后面的角度,切削时确保工件与铣刀之 间有充分的缝隙。 ● LAND宽(LAND WIDTH):侧刃一次间隙角与二次间隙角间的整体宽度。 ● 槽 - 切削时排除铁屑的通道,槽小则不利于铁屑顺利的排除,从而对切削面面照度等赋予影响。
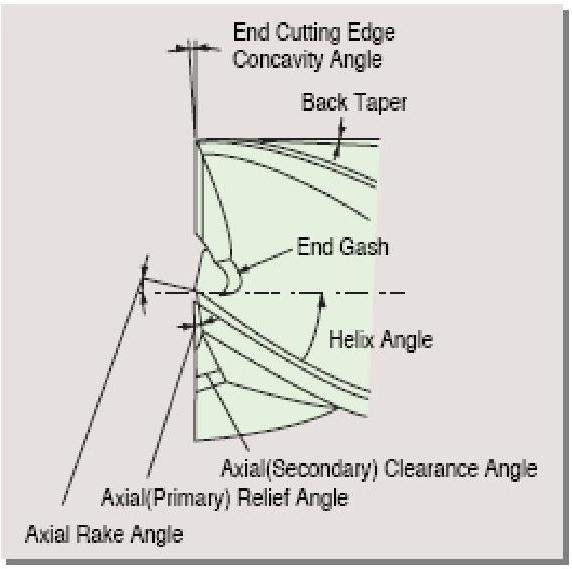
⊙ 底刃相关名称 ● 底 刃:位于铣刀圆筒型底面部位的刀刃。 ● 底刃槽 - 为了使切削时产生的铁屑舒畅排除从而加工的排出口。 ● 底刃一次间隙角(AXIAL PRIMARY RELIEF):底面部分的刃与任意平面之间所形成的角。 ● 底刃二次间隙角(AXIAL SECONDARY RELIEF ):底刃一次间隙角后面的角。 ● 底刃倾斜角(AXIAL RAKE):底刃部分相对轴线的倾斜角。 ● CONCAVITY(=DISH):经过铣刀底刃的任意假想线与底刃刃线向直径中心方向形成的角。
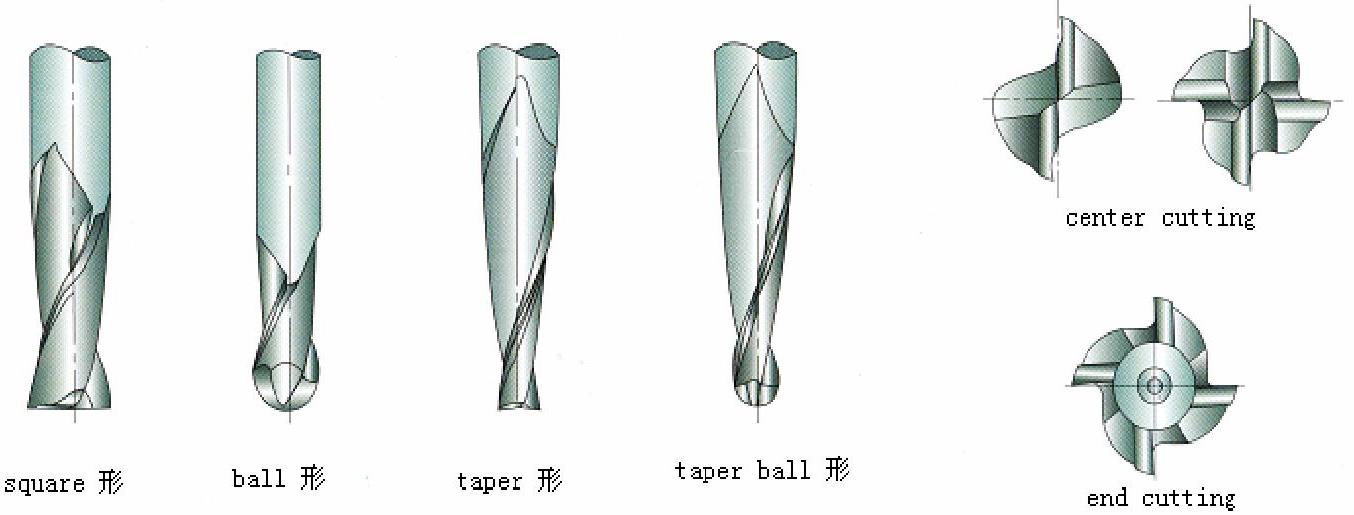
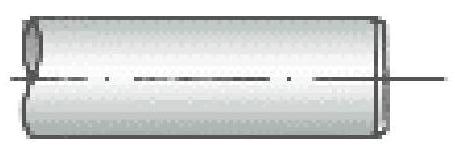
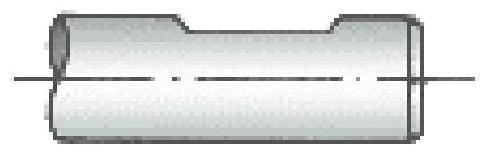
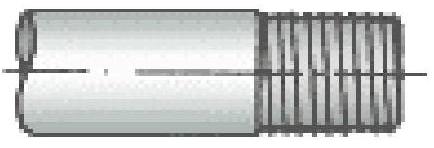
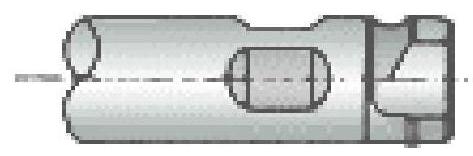
⊙ 根据柄部形态的分类
键槽柄(Flat On Shank):柄部上能用固定螺丝(SetScrew)拧紧的键槽产品。
螺纹柄(Threaded Shank):柄部上加工出螺纹的产品。
组合柄(Combination Shank):柄部更具有把持力的产品。
锥 柄(Taper Shank):柄部以倾斜阶梯状形成的产品。
哨形凹槽柄(Whistle Notch Shank):柄部上加工出倾斜槽的产品。
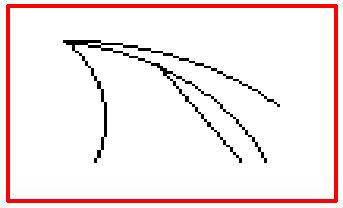
根据侧刃形态的分类根据铣刀重要要素之一的侧刃间隙角形态分为以下三大类。 ● ECCENTRIC 形(ECCENTRIC) ◎ 确保卓越的刃线强度与面照度◎ 不需要加工二次间隙角
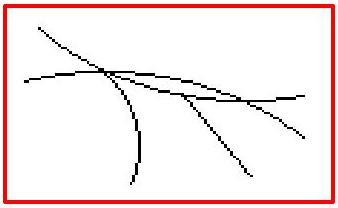
CONCAVE 形(CONCAVE) ◎ 需要精密的外径尺寸的情况 ◎ 加工铝时
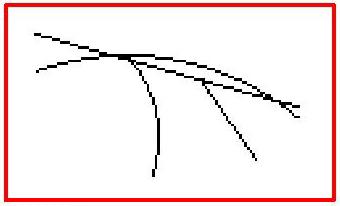
FLAT 形(FLAT) ◎ 加工性能良好 - 使用于球头形铣刀锥形铣刀。 ◎ 需要加工二次间隙角 - 直径大的情况下根据世界趋势ECCENTRIC形广泛使用,本公司的产品几乎都是(特殊 用途产品除外) 以Eccentric形生产。其优点是当三类型的间隙量强(Relief indicator Drop Amount)基准 一定时可以保持刃线最高度,间隙角(Relief angle)基准一定时间隙量很大,由此引起工具寿命的延长。
根据底刃形态的分类
|

技术信息